Category: Anwendungen & Problemlösungen

Abstract
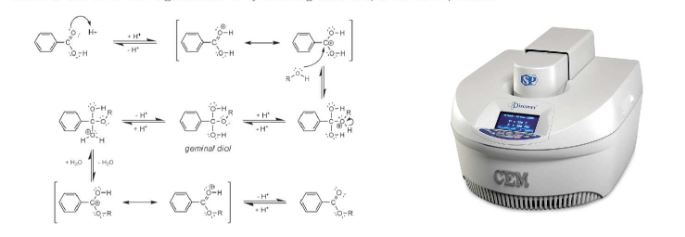
A method providing expeditious access to chiral allylic amines via a Rh(I)/bicyclo[2.2.1]heptadiene-catalyzed enantioselective alkenylation of N-tosyl aldimines with potassium alkenyltrifluoroborates under microwave irradiation is described. The rate of the asymmetric 1,2-addition reaction, conducted in the presence of 1 mol % of the catalyst, was significantly enhanced as compared to when the standard heating method was applied while still providing the corresponding products without decrease in enantioselectivity.






Automated Synthesis of Peptoids for Drug Discovery and Development
Using the Liberty Blue automated microwave peptide synthesizer, the peptoid was synthesized with a purity of 81.4%.

Highlights
- •
-
CeO2 nanowires were synthesized by microwave-assisted hydrothermal method.
- •
-
They were able to degrade 98% methyl orange within 100 min.
- •
-
The promising material for waste water Treatment.

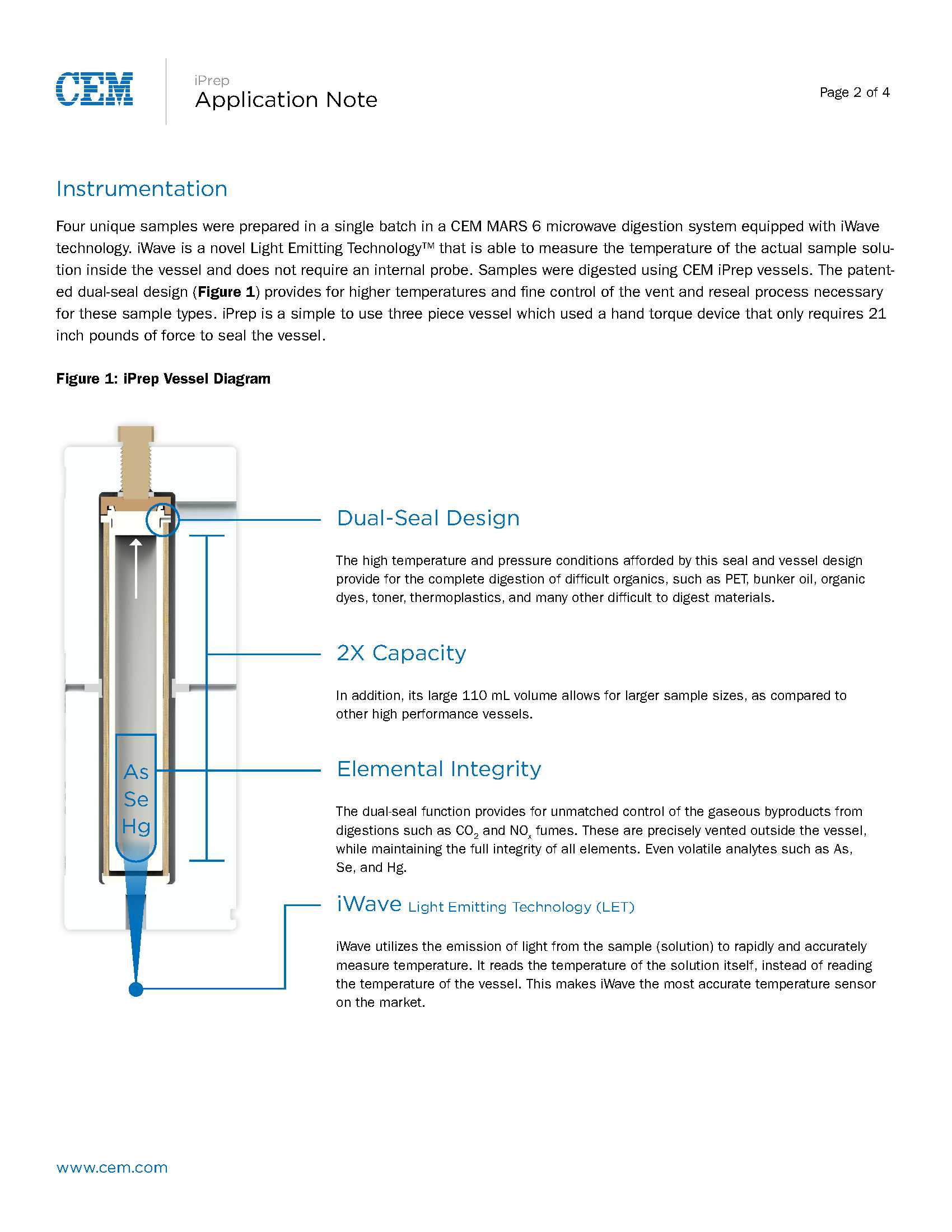
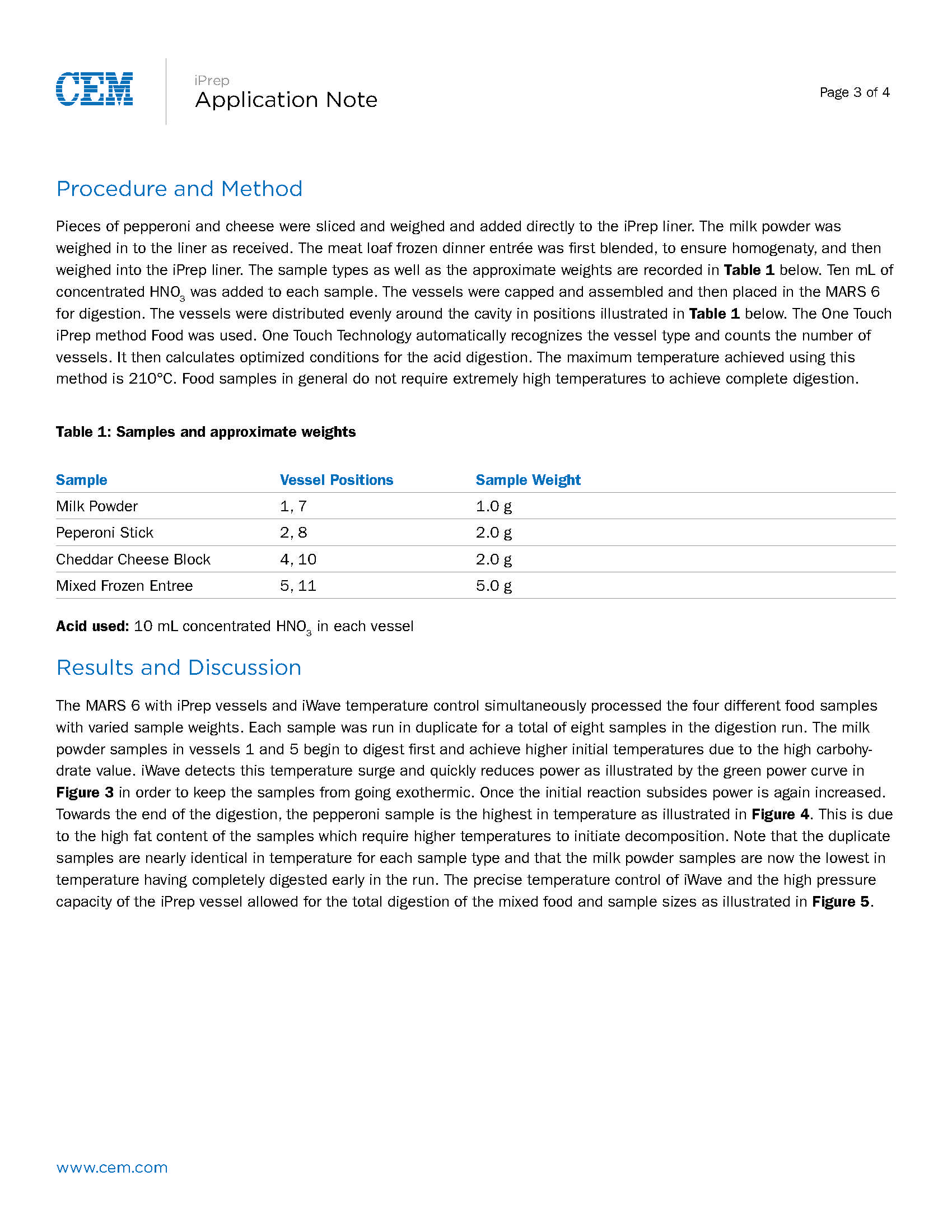
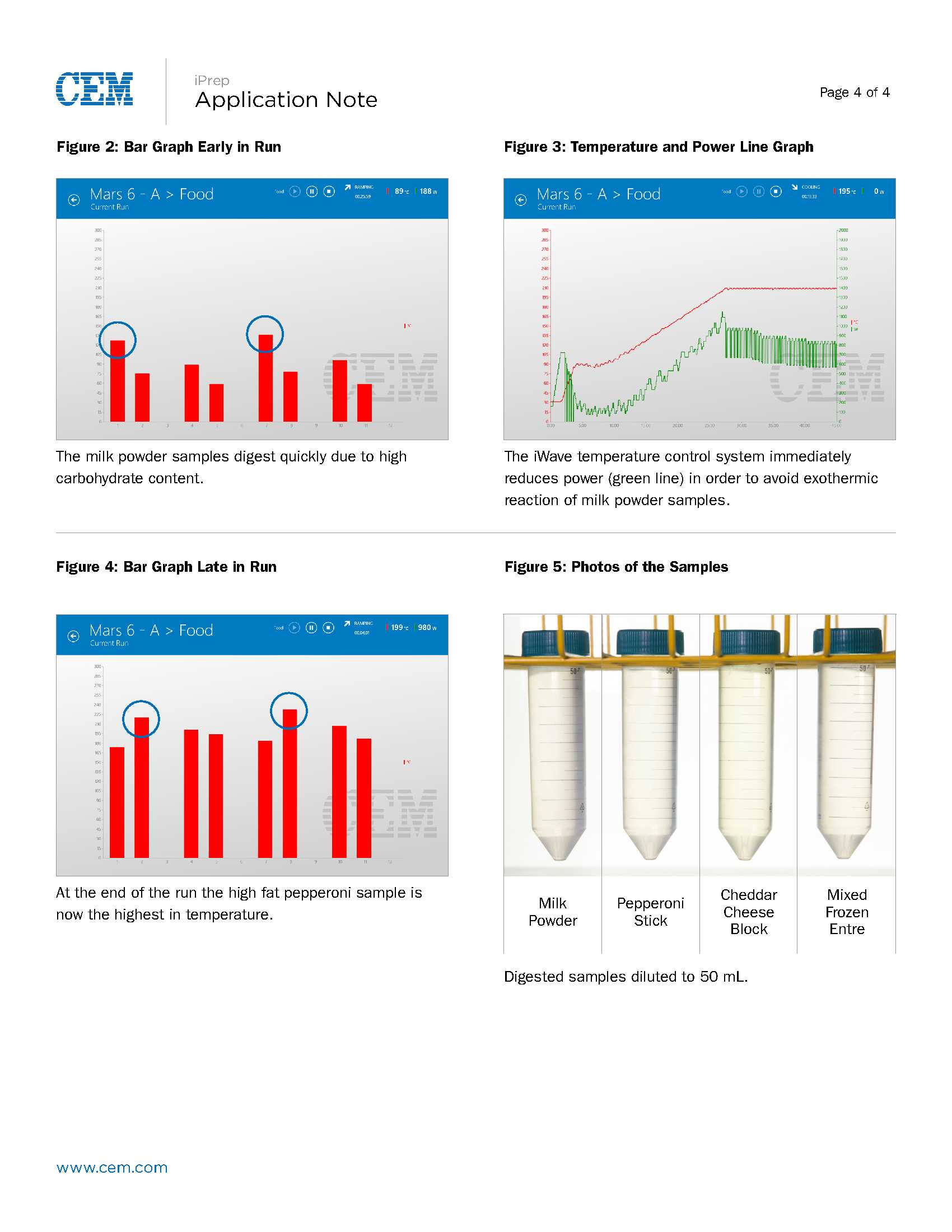
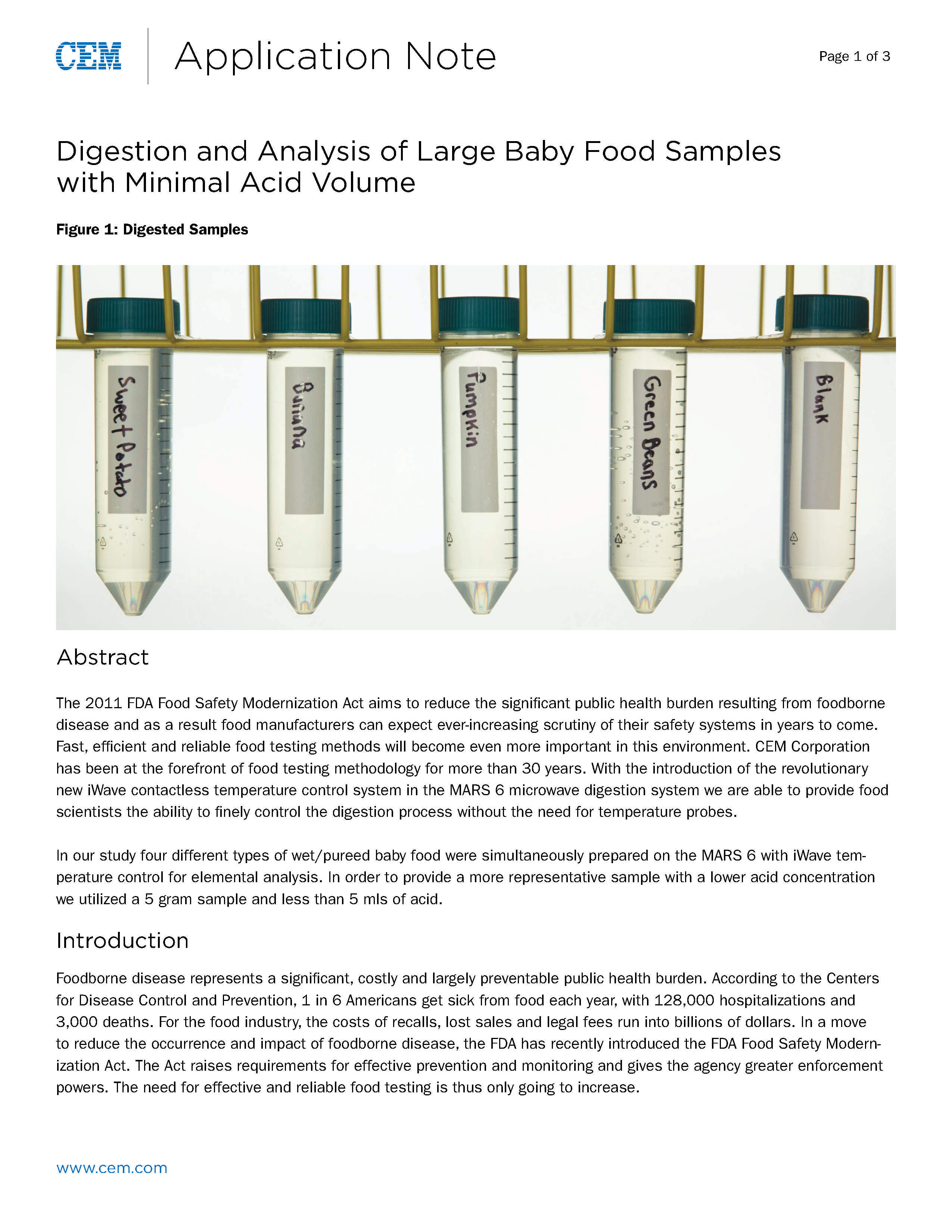
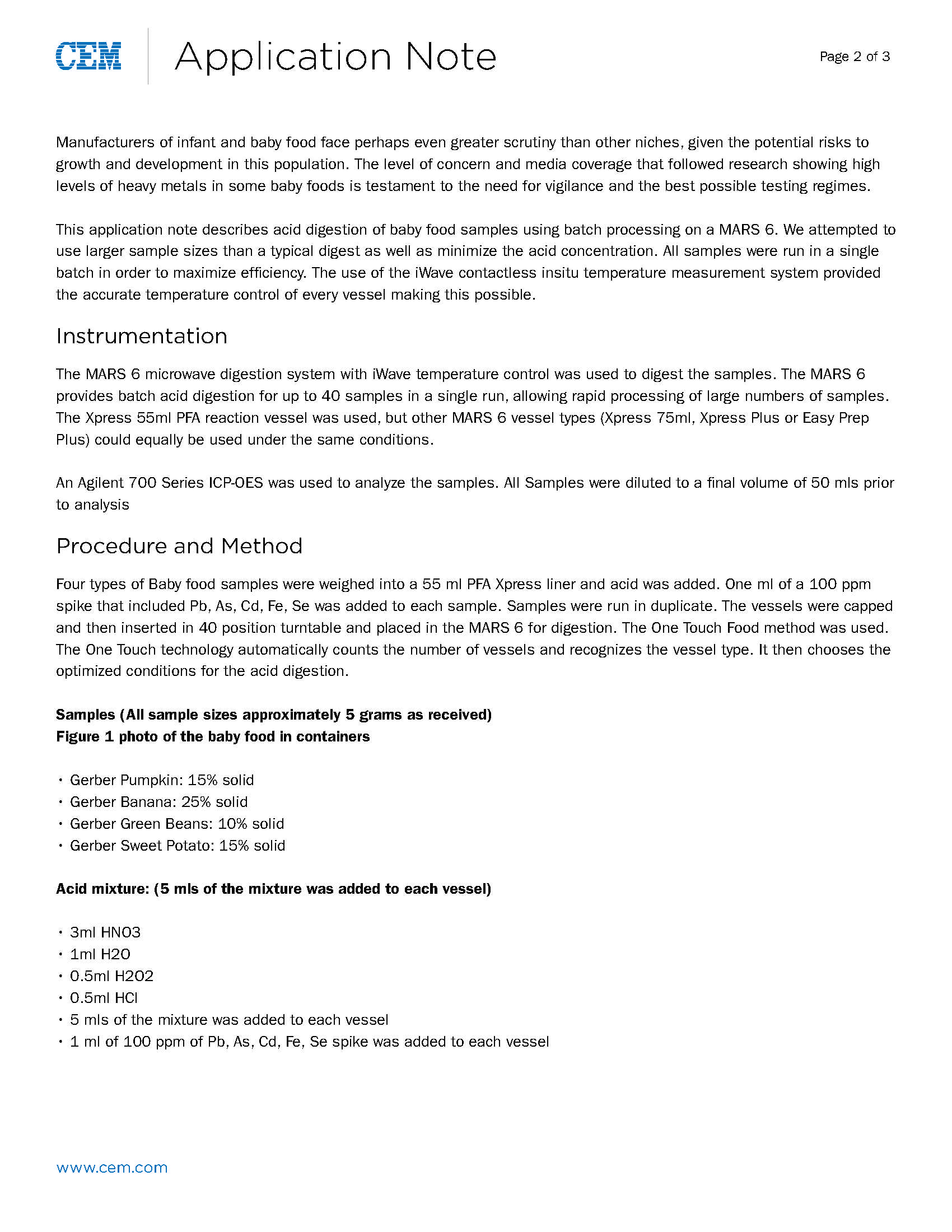
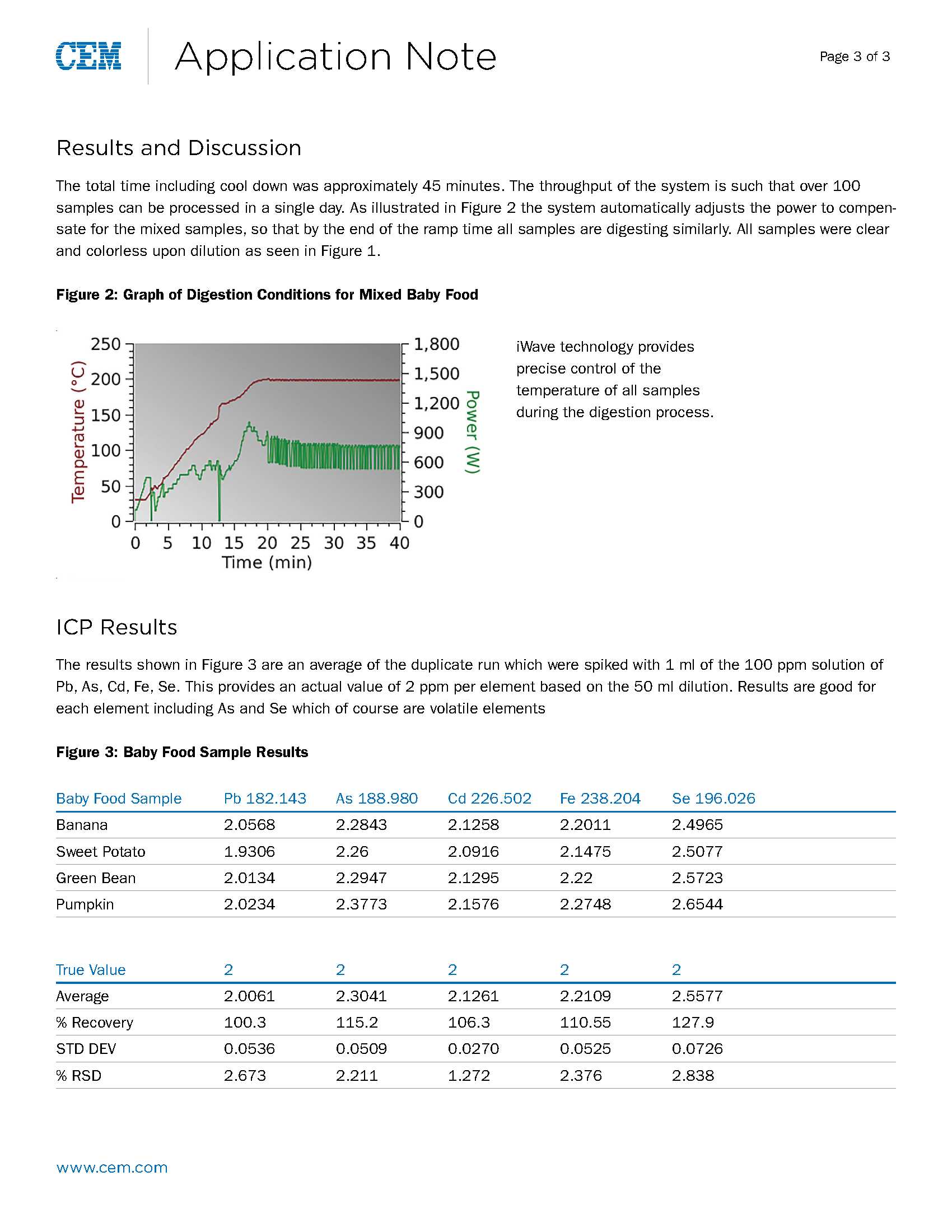
Für die Analyse von Schwermetallen und Nährstoff-Elementen in Babynahrung und anderen Lebensmitteln ist ein Mikrowellenaufschluss von einer hohen Probeneinwaage im Gramm-Maßstab von Vorteil. Einerseits wird damit die Repräsentativität der Probenmenge erhöht und andererseits können mit der hohen Probeneinwaage auch Spektrometer mit einer schlechteren Nachweisgrenze für die Elementbestimmung verwendet werden.
In diesem Film zeigen wir den Mikrowellenaufschluss von 5 g unterschiedlicher Lebensmittel (Banane, Bohne, Kartoffel und Kürbis) zusammen in einem Aufschlusslauf. Ermöglicht wird dieser Aufschluss im Mars 6 durch die neuartige iWave Temperaturkontrolle aller Proben. Für hohen Probendurchsatz sorgen die Xpress Behälter, so das bis zu 40 Lebensmittelproben in nur 30 min. aufgeschlossen werden können.

Film: Mikrowellenaufschluss von 5 g Babynahrung im Mars 6
Alle Details zu diesem Mikrowellen-Aufschluss sind in dieser Application Note beschriebe: CEM_Baby_Food_Application_Note_Revised
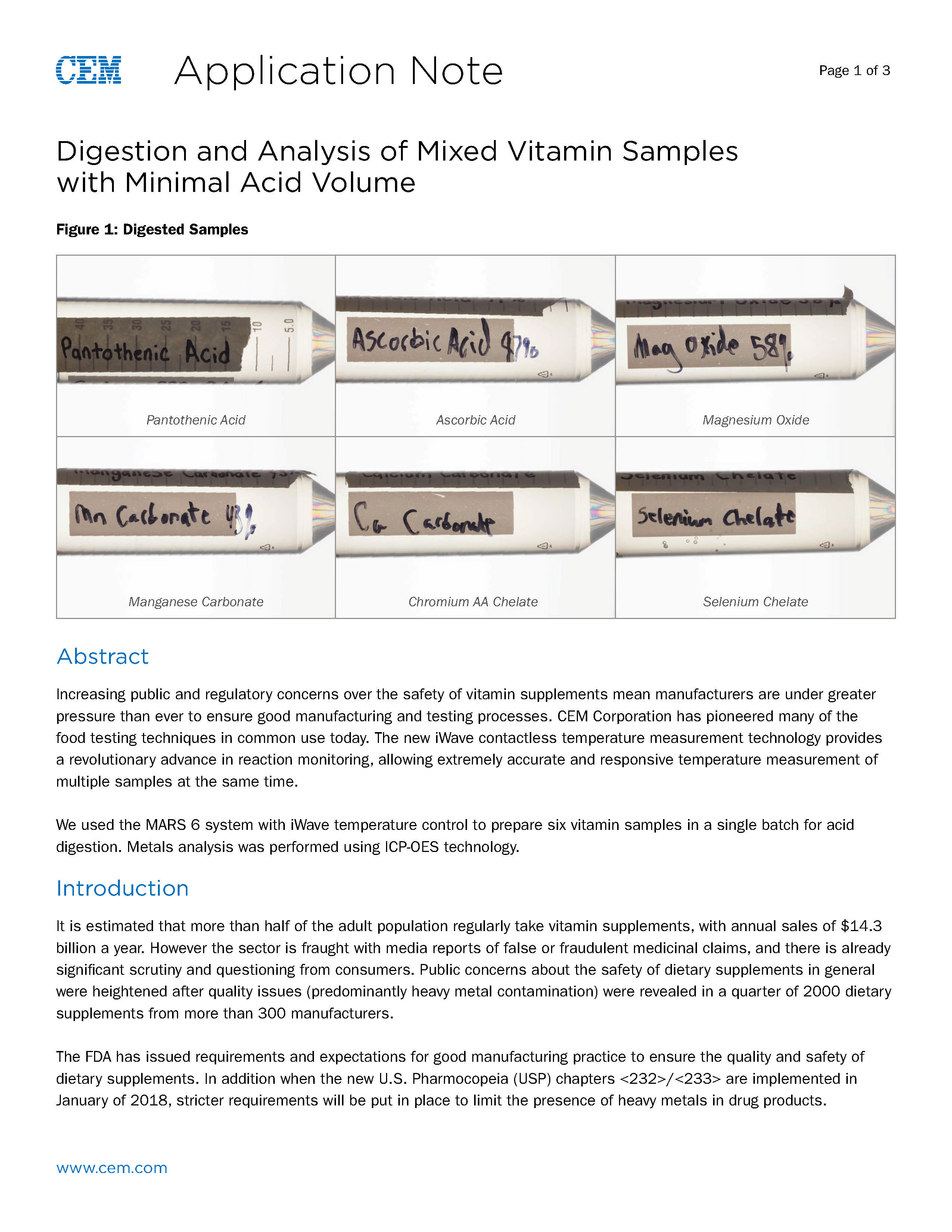
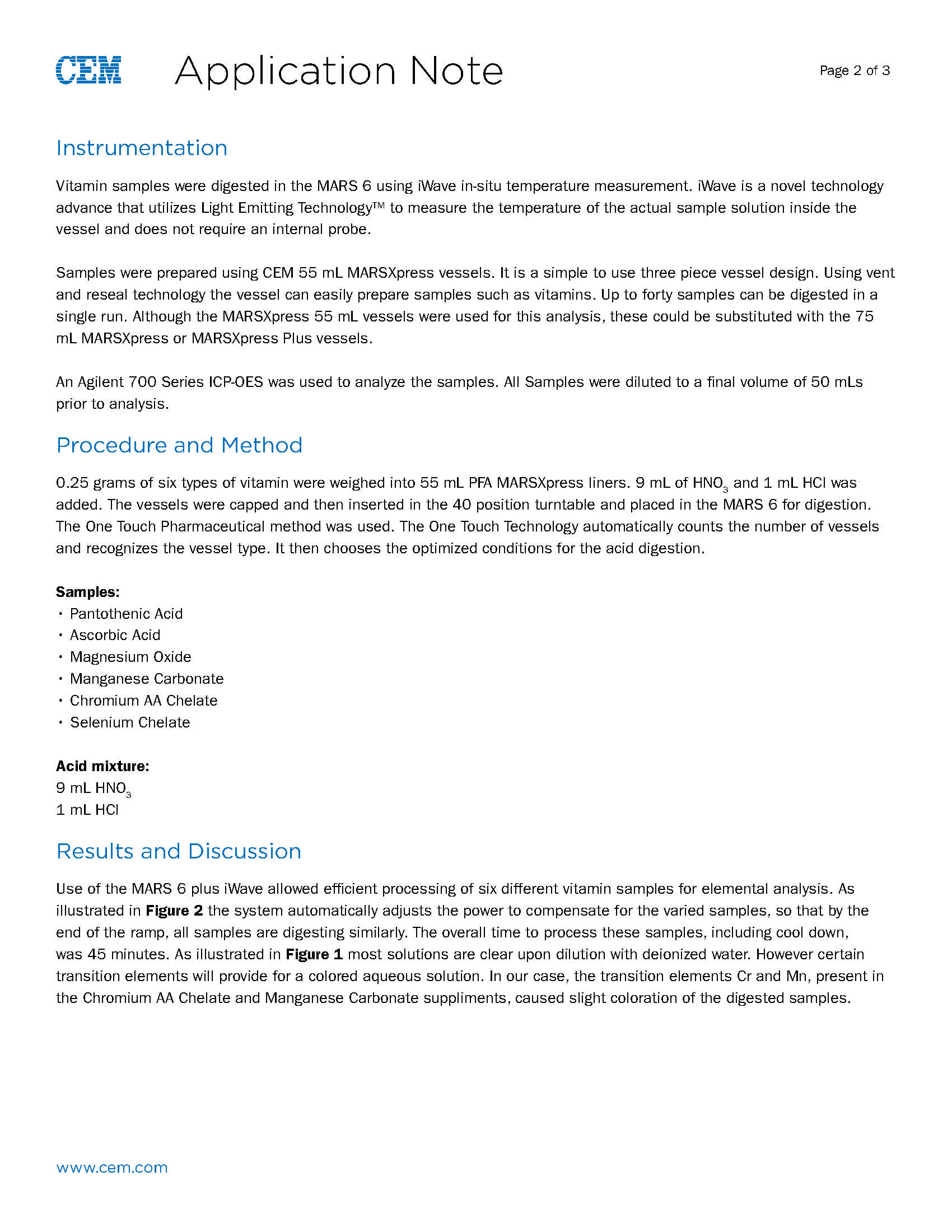
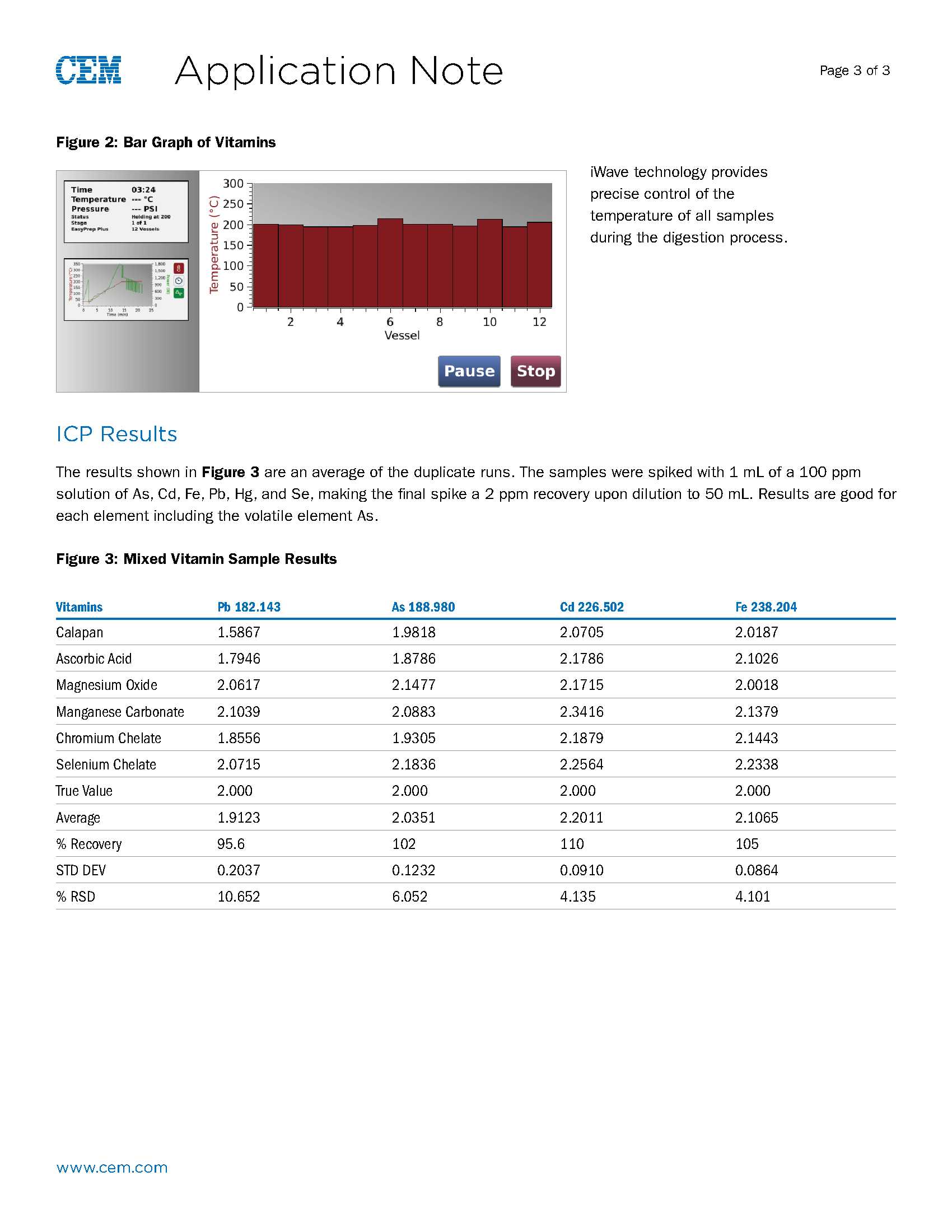
Zusätzlich wurden Vitaminproben als Nahrungsergänzungsmittel im Mars 6 aufgeschlossen. Vitamin_Application_Note

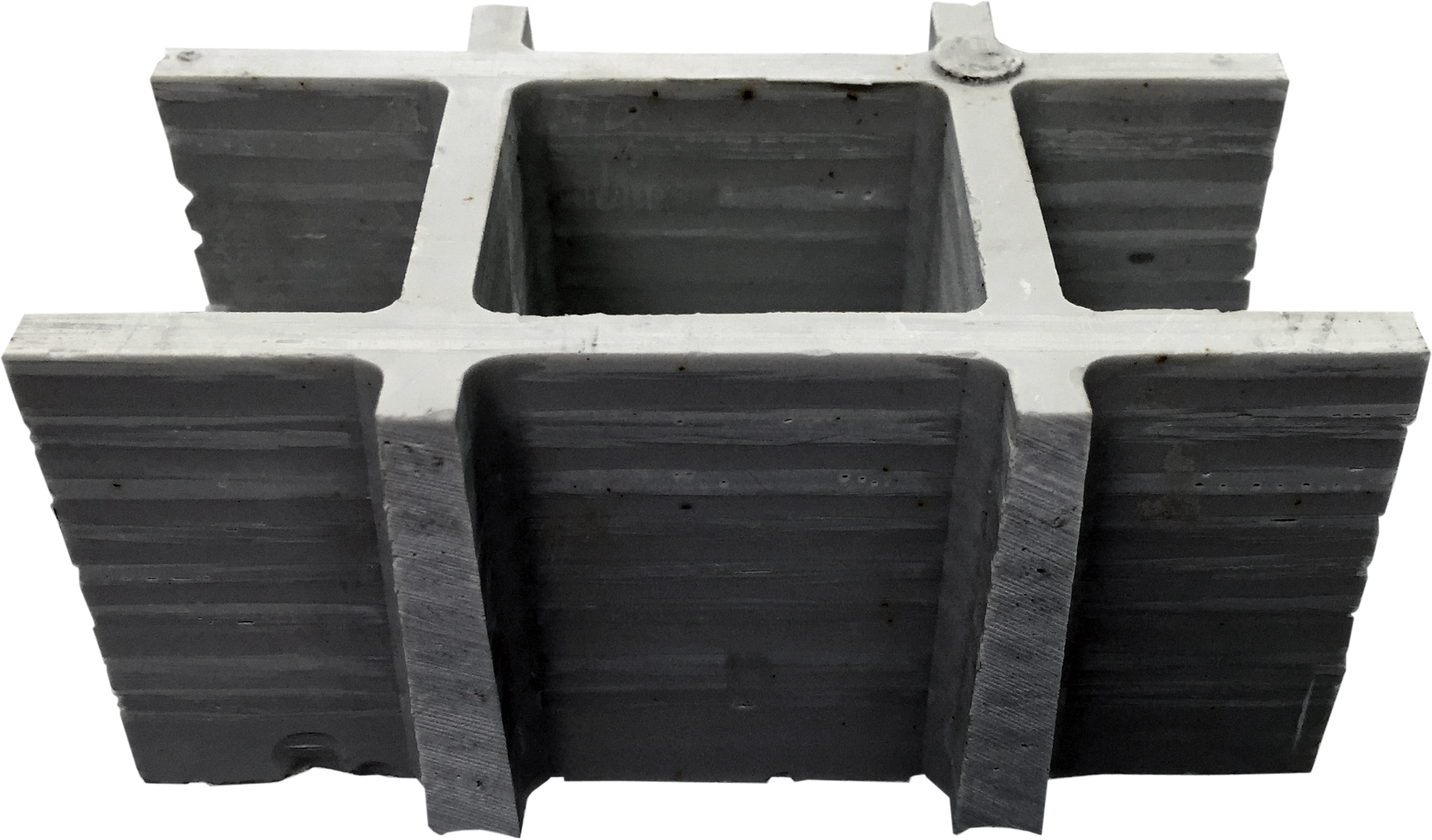
Der Gehalt an Füllstoffen, z. B. Glasfasern oder Glaskugeln, bestimmt wesentlich die Eigenschaften, die Produktqualität und die Kosten eines Kunststoff-Compounds. Zu jedem Herstellungsprozess und zur Eingangskontrolle gehören daher die Messung des Aschegehaltes bzw. die Kontrolle der Glasfaser-Struktur… Im Zeichen zertifizierter Qualitätssicherungssysteme nach DIN ISO 9000ff, die heute von den meisten Produktionsbetrieben eingerichtet sind, soll die Überprüfung der Produktqualität in kurzen Abständen erfolgen und als Konsequenz ein rasches Eingreifen und Anpassen des Fertigungsprozesses ermöglichen. Dieser Forderung steht eine Veraschungszeit von mehreren Stunden (bis zu 8 Stunden) im konventionellen Muffelofen gegenüber – viel zu lange, um aufgrund der Meßgebnisse noch wirksam in die Produktion eingreifen zu können oder bei der Warenanlieferung die Abladung zu beeinflussen. Auch in Forschung und Entwicklung, z. B. von Automotive-Kunststoff-Bauteilen, wird eine schnelle, flexible Versuchsdurchführung immer wichtiger.
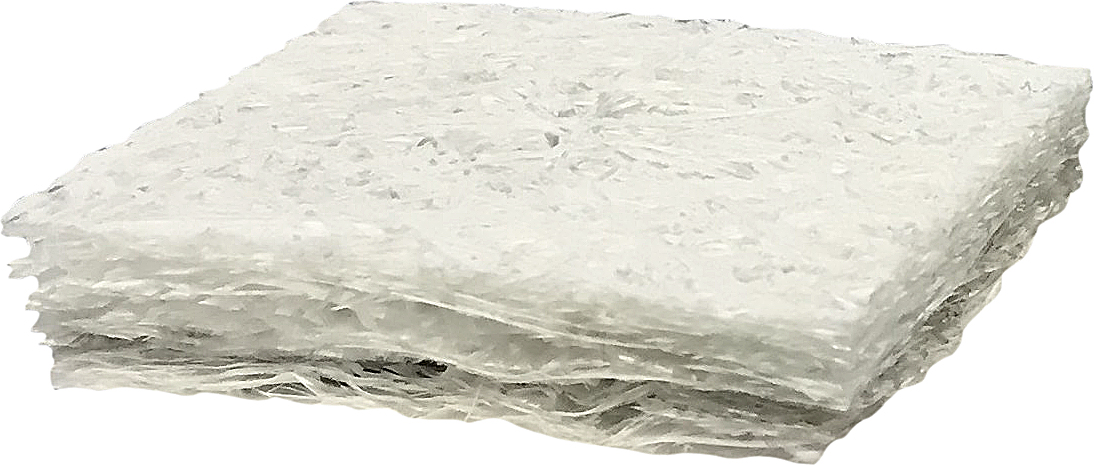
Hier gewährleistet der High-Tech-Schnell-Muffelofen Phönix von CEM eine deutliche Zeitverkürzung von bis zu 97 % gegenüber der konventionellen Technik bei gleichbleibender analytischer Güte. Was früher Stunden brauchte, wird nun in Minuten ermöglicht und stellt somit eine Alternative zur konventionellen Technik dar. So werden Automotiv-Bauteile in nur 15 min. verascht und der Glasfasergehalt sowie die -struktur ermittelt. Die Glasfaser bleibt dabei erhalten und ermöglicht Einblicke in die Struktur des Kunststoff Compounds.
Beispiel 1: Glasfaser Strukturbestimmung eines Kunststoff Bauteils



Beispiel 2
Beispiel 3


{kind=link}
Holz ist ein nachwachsender Rohstoff, der von jeher aus volkswirtschaftlicher und wissenschaftlicher Sicht eine große Bedeutung besitzt. Holz ist Konstruktionsmaterial, Additiv bzw. Füllstoff in der Kunststoffindustrie und auch Brennstoff. Holzmehl kann grundsätzlich in der Landwirtschaft eingesetzt werden wenn dort Wirkstoffe eingebunden sind, die langsam freigesetzt werden sollen. Danach wird das Holzmehl durch Pilze und Mikroorganismen leicht abgebaut. Für eine nachhaltige Anwendung von Holzgegenständen wie Fensterrahmen, Türen, Gartenmöbel stört der leichte Schimmelbefall bei Feuchtigkeit und die oft geringe Dimensionsstabilität bei unterschiedlicher Luftfeuchte. Klassisch wird Holz daher mit Ölen hydrophobiert sowie auch mit Holzschutzfarbe gegen die Schimmelbildung lasiert.
Es sind die vielen freien OH Gruppen der im Holz vorhandenen Zellulose verantwortlich für die oft störende Wasseraufnahme bis zu ca. 20 Gew.%. Eine sehr elegante Methode der Holzmodifizierung stellt die Veresterung der freien OH Gruppen mit z.B. Essigsäureanhydrid dar. Diese öffnet den Weg zur nachhaltigen Stabilisierung von Holz gegen Bewitterung (z.B.: Acetylholz) sowie zur Anbindung von Pflanzenschutzmitteln mit dem Ziel, eine intelligent kontrollierte Freisetzung der Wirkstoffe zu ermöglichen. Es ist bei Fungiziden z.B. notwendig, bei hohen Feuchtegraden in höherer Menge zur Verfügung zu stellen als bei Trockenheit. Genau diese Anforderung erfüllt das quellbare wirkstoffhaltige Holzmehl.
Um die genannten Verbesserungen und Erweiterungen bei der Holzanwendung durch chemische Modifizierung zu realisieren, ist die Entfernung des Wasseranteils essentiell. Wasser konkurriert bei der Reaktion der Zellulose-OH Gruppen und stört daher die Umsetzung. Hier hat es sich gezeigt, dass die MW-Trocknung im SAM-255 von z.B. Holzmehl – physikalisch bedingt – hervorragend geeignet ist. Es wird im Gegensatz zur klassischen Trocknung nicht nur ein erheblicher Zeitvorteil erzielt sondern auch das Holz selbst gegen Verkohlung geschont. Während die klassische Heiz-Methode unspezifisch agiert, wird mittels MW Bestrahlung im Mikrowellen-Trockenschrank SAM-255 im ersten Schritt das über viele H-Brücken an die Zellulose gebundene Wasser in Librationen versetzt und gezielt verdampft. Das zurückbleibende trockene Holz ist weniger sensitiv gegenüber der MW Bestrahlung, da das Wasser fehlt. Klassisch dagegen geht das Heizen weiter und führt zu chemischen Abbaureaktionen.

Mittels MW unterstützter Synthese im Discover kann im weiteren Schritt im Labormaßstab die gewünschte Veresterung mit z.B. Säureanhydrid erfolgen.
Forschungsziele sind daher allgemein Veresterungen von MW-getrocknetem Holz mit
* Essigsäure bzw. Fettsäure zur Stabilisierung gegen Bewitterung und zur Verbesserung der Dimensionsstabilität von Holzgegenständen
* Chemische Anbindung von Wirkstoffen für die Landwirtschaft zur kontrollierten Freisetzung
Um diesen Zielen rasch näher zu kommen, werden diese Laborversuche durch MW-Geräte erfahrungsgemäß erheblich beschleunigt
Die genannte und erprobte MW-Anwendung bei Holz-Forschung lässt sich unmittelbar auf andere Pflanzenstoffe ausdehnen. Beispielsweise fallen im Mittelmeerraum Olivenkerne in großen Mengen an. Diese können gemahlen und ebenfalls vorteilhaft chemisch verestert werden und z.B. in der Kosmetikindustrie Anwendung finden als Ersatz für „Mikroplastik“, das nicht in den Kläranagen zurückgehalten wird und die Weltmeere verunreinigt.
Im tierischen Bereich wären die Chitin-Panzer von Schalentieren aus dem Meer zu nennen, die ebenfalls in großen Tonnagen anfallen. Hier gelten grundsätzlich ähnliche Anforderungen bei der Trocknung und der chemischen Modifizierung wie bei Holz.
Prof. Dr. Dr. h.c. Helmut Ritter
Mehr über uns



Besuchen Sie unsere Website

Carl-Friedrich-Gauß-Str. 9 , 47475 Kamp-Lintfort, Postfach 10 11 63, 47456 Kamp-Lintfort
Tel: 02842/9644-0, Fax: 02842/9644-11, info@cem.de | Impressum